English
English Le français
Le français España
España lingua italiana
lingua italiana
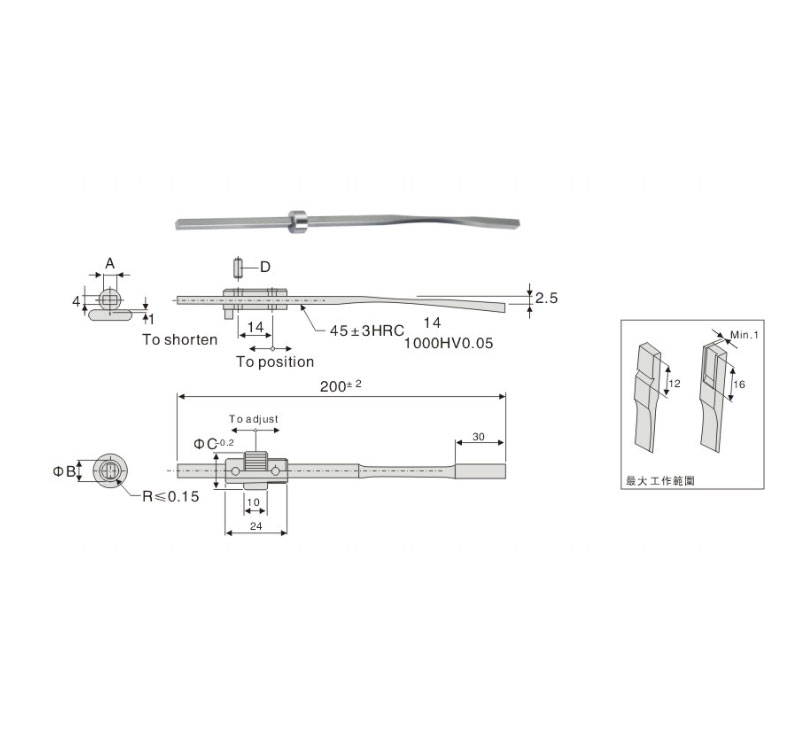
Caractéristiques:
Afin d'atteindre ses productivités de moulage maximales, il suffit d'utiliser sa micro cellule respiratoire ultra pour expirer les gaz et l'air des moules.
Acier inoxydable: spécial pour moule d'éjection Dureté : RV50 diamètre des pores : 0,03
Cuivre : spécial pour moule sous vide Dureté : RV20 diamètre des pores : 0,5
| N ° de catalogue | L | |
| Type | ré | |
| JH077 | 4 | 4,5 |
| 5 | dix | |
| 6 | dix | |
| 8 | dix | |
| dix | dix | |
| 12 | 12 | |
• Commande: Référence catalogue DXL
Questions courantes:
1. Brûlé
Lorsque des problèmes d'aberration et de brûlure se produisent, c'est parce que la résine se remplit plus rapidement que l'air expirant, ce qui entraînera une surchauffe du gasvent.
2. Débordement:
Il y a 2 conditions possibles:
- Lorsque la température de la résine augmente à la pointe du sertissage, cela affaiblit sa force de liaison.
- L'air peut remplir le chemin et bloquer l'écoulement de la résine, ce qui entraînera une augmentation de la pression d'éjection et un débordement des matériaux.
3. Remplissage insuffisant: en
raison de la pression de l'air, cela réduit le rapport de la vitesse de remplissage. Même il n'y a aucun signe de brûlure ou de débordement.
4. Stries cellulaires:
S'il y a des cellules, des stries et des marbrures se sont produites, c'est parce que les cellules n'ont pas été complètement vaporisées entre l'air et la résine.
5. Temps de
cycle étendu : La température plus élevée de la résine, des moules et une vitesse d'injection plus lente entraînent un temps de cycle prolongé, cependant, cela n'affectera pas la
qualité des produits finaux.
Économie d'énergie, de temps et de coût:
1. Cela réduira la matrice d'essai, le temps et les matériaux si les utilisateurs envisagent d'utiliser TX gasvent au début de la conception.
2. Cela permettra d'économiser jusqu'à 1/3 à 1/10 du coût total et du temps si l'installation des évents frittés.
Installation:
1. Ne touchez pas la surface lorsque les évents de gaz sont en cours d'utilisation.
2. Utilisez H7 / S6 du tableau de référence JIS.